
Friday, November 8, 2013
UNI FUEL SYSTEM
Uni means one.
Uni fuel means one fuel system for both generators and for main engine
Fuel Oil System
- the ‘Unifuel’ system
MAN B&W Diesel’s two-stroke low speed diesel
engines and MAN B&W Holeby four-stroke diesel
GenSets are designed to operate in accordance with
the unifuel principle, i.e. with the same fuel for both
main and auxiliary diesels.
For guidance on purchase, reference is made to ISO
8217, BS6843 and to CIMAC recommendations
regarding requirements for heavy fuel for diesel
engines, edition 1990. From these, the maximum
accepted grades are RMH 55 and K55. The
mentioned ISO and BS standards supersede BS MA
100 in which the limit is M9.
Based on our general service experience, and as a
supplement to the above-mentioned standards, we
have prepared a guiding fuel oil specification, shown
in Fig. 8. Fig. 9. Heavy fuel oil treatment concept
Density 15°C kg/m³ 991 *
Kinematic viscosity
at 100°C cSt 55
at 50°C cSt 700
Flash point °C ³60
Pour point °C 30
Carbon residue %(m/m) 22
Ash %(m/m) 0.15
Total sediment after ageing %(m/m) 0.10
Water %(v/v) 1.0
Sulphur %(m/m) 5.0
Vanadium mg/kg 600
Aluminium+ silicon mg/kg 80
Equal to ISO 8217/CIMAC - H55
* 1010 provided automatic modern clarifiers are
installed
Fig. 8. Guiding fuel oil specification
On heavy fuel oil research we have, in Copenhagen
and on board ship, run several tests with modified
injection equipment to establish a basis for experience
and confirm development within injection
equipment, fuel treatment before injection, and
emission. In 1995, a representative from MAN B&W
Diesel has been elected chairman of the CIMAC
Heavy Fuel Oil working group.
The common system covers the entire fuel oil flow
from storage tank to injection into the engine cylinders.
With regard to centrifuge recommendations, fuel oils
should always be considered as contaminated upon
delivery and should therefore be thoroughly cleaned
to remove solid as well as liquid contaminants before
use. The solid contaminants in the fuel are mainly
rust, sand, dust and refinery catalysts. Liquid contaminants
are mainly water, i.e. either fresh water or
salt water.
Impurities in the fuel can cause damage to fuel
pumps and fuel valves, and can result in increased
cylinder liner wear and deterioration of the exhaust
valve seats. Also increased fouling of gasways and
turbocharger blades may result from the use of
inadequately cleaned fuel oil.
Effective cleaning can only be ensured by using a
centrifuge.
Results from experimental work on the centrifuge
treatment of today’s residual fuel qualities have
shown that the best cleaning effect, particularly in
regard to the removal of catalytic fines, is achieved
when the centrifuges are operated in series, i.e. in
purifier/clarifier mode.
This recommendation is valid for conventional centrifuges.
For more modern types, suitable for treating
fuels with densities higher than 991 kg/m3 at 15°C, it
is recommended to follow the maker’s specific
instructions.
In view of the fact that some fuel oil standards
incorporate fuel grades without a density limit, and
also the fact that the traditional limit of 991 kg/m3 at
15°C is occasionally exceeded on actual deliveries,
some improvements in the centrifuging treatment
have been introduced to enable the treatment of
fuels with higher density.
With such equipment, adequate separation of water
and fuel can be carried out in the centrifuge, for fuels
up to a density of 1010 kg/m3 at 15°C. Therefore, this
has been selected as the density limit for new high
density fuel grades.
Thus high density fuels are fully acceptable for our
engines provided that appropriate centrifuges are
installed. They should be operated in parallel or in
series according to the centrifuge maker’s instructions
Uni fuel means one fuel system for both generators and for main engine
Fuel Oil System
- the ‘Unifuel’ system
MAN B&W Diesel’s two-stroke low speed diesel
engines and MAN B&W Holeby four-stroke diesel
GenSets are designed to operate in accordance with
the unifuel principle, i.e. with the same fuel for both
main and auxiliary diesels.
For guidance on purchase, reference is made to ISO
8217, BS6843 and to CIMAC recommendations
regarding requirements for heavy fuel for diesel
engines, edition 1990. From these, the maximum
accepted grades are RMH 55 and K55. The
mentioned ISO and BS standards supersede BS MA
100 in which the limit is M9.
Based on our general service experience, and as a
supplement to the above-mentioned standards, we
have prepared a guiding fuel oil specification, shown
in Fig. 8. Fig. 9. Heavy fuel oil treatment concept
Density 15°C kg/m³ 991 *
Kinematic viscosity
at 100°C cSt 55
at 50°C cSt 700
Flash point °C ³60
Pour point °C 30
Carbon residue %(m/m) 22
Ash %(m/m) 0.15
Total sediment after ageing %(m/m) 0.10
Water %(v/v) 1.0
Sulphur %(m/m) 5.0
Vanadium mg/kg 600
Aluminium+ silicon mg/kg 80
Equal to ISO 8217/CIMAC - H55
* 1010 provided automatic modern clarifiers are
installed
Fig. 8. Guiding fuel oil specification
On heavy fuel oil research we have, in Copenhagen
and on board ship, run several tests with modified
injection equipment to establish a basis for experience
and confirm development within injection
equipment, fuel treatment before injection, and
emission. In 1995, a representative from MAN B&W
Diesel has been elected chairman of the CIMAC
Heavy Fuel Oil working group.
The common system covers the entire fuel oil flow
from storage tank to injection into the engine cylinders.
With regard to centrifuge recommendations, fuel oils
should always be considered as contaminated upon
delivery and should therefore be thoroughly cleaned
to remove solid as well as liquid contaminants before
use. The solid contaminants in the fuel are mainly
rust, sand, dust and refinery catalysts. Liquid contaminants
are mainly water, i.e. either fresh water or
salt water.
Impurities in the fuel can cause damage to fuel
pumps and fuel valves, and can result in increased
cylinder liner wear and deterioration of the exhaust
valve seats. Also increased fouling of gasways and
turbocharger blades may result from the use of
inadequately cleaned fuel oil.
Effective cleaning can only be ensured by using a
centrifuge.
Results from experimental work on the centrifuge
treatment of today’s residual fuel qualities have
shown that the best cleaning effect, particularly in
regard to the removal of catalytic fines, is achieved
when the centrifuges are operated in series, i.e. in
purifier/clarifier mode.
This recommendation is valid for conventional centrifuges.
For more modern types, suitable for treating
fuels with densities higher than 991 kg/m3 at 15°C, it
is recommended to follow the maker’s specific
instructions.
In view of the fact that some fuel oil standards
incorporate fuel grades without a density limit, and
also the fact that the traditional limit of 991 kg/m3 at
15°C is occasionally exceeded on actual deliveries,
some improvements in the centrifuging treatment
have been introduced to enable the treatment of
fuels with higher density.
With such equipment, adequate separation of water
and fuel can be carried out in the centrifuge, for fuels
up to a density of 1010 kg/m3 at 15°C. Therefore, this
has been selected as the density limit for new high
density fuel grades.
Thus high density fuels are fully acceptable for our
engines provided that appropriate centrifuges are
installed. They should be operated in parallel or in
series according to the centrifuge maker’s instructions

MAN B&W ENGINE
Controlled benefits
The ME engine is characterised by Low SFOC and superior perform-
ance parameters thanks to variable,electronically controlled timing of fuel
injection and exhaust valves at any engine speed and load
Appropiate fuel injection pressure and rate shaping at any engine speed
load
Flexible emission characteristics with low NOx and smokeless operation
Perfect engine balance with equalised thermal load in and between cylinders
Better acceleration in ahead and astern operation and crash stop situations
Wider operating margins in terms of speed and power combustions
Longer time between overhauls
Very low speed possible even for extended duration and Super Dead
Slow operation manoeuvring
Individually tailored operating modes during operation
Fully integrated Alpha Cylinder Lubricators, with lower cylinder oil comsumption
The ME engine design is lighter than its mechanical counterpart
Thursday, November 7, 2013
MARITIME NEWS
ABS Releases Chemical Tanker e-Learning Package
ABS, a provider of maritime classification services, launched Chem-eL, a specialized training package designed to support safety and competence in chemical tanker operations. Chem-eL is a sector-specific e-learning marine product developed in accordance with the requirements stated in the International Maritime Organization's International Convention on Standards of Training, Certification and Watchkeeping for Seafarers and the relevant IMO Model Course.
Developed by ABS in cooperation with Malaysian Maritime Academy (ALAM), a subsidiary of the MISC Bhd. (MISC), Chem-eL is designed to enable shipowners in this highly specialized sector to optimize their training programs for shipboard and shore-based staff.
"MISC identified a need for an e-learning program that could be used within the MISC and Group company fleet, as well as for students at its own training facilities. Drawing on technical knowledge from within ABS, we were able to develop a curriculum that could additionally serve the wider industry," said ABS Chief Learning Officer Mark McGrath.
The package was made available to MISC headquarters in October 2012 for use across the fleet and at its maritime training institution, ALAM, to enable eight months' shipboard and shore-based testing.
David Fredrick, Malaysian Maritime Academy Chief Executive Officer, noted that, "Ensuring the required level of safety in chemical tanker operations requires a very high standard of training to support crew competence. When MISC wanted to develop a training package for use at ALAM and across the company, we knew that ABS had the technical and education expertise to support our aims and deliver a package that fulfilled our needs."
Chem-eL supports safe and compliant shipboard operations by making the necessary training resources available in a highly flexible way. Accessible online, it requires no specialized software installation. Responsive customer support, user-friendly interface and high quality graphics all enhance the learning experience.
Course topics include an introduction to chemical tank practice, chemical and physical cargo properties, hazards and hazard control design, cargo containment and handling systems, safe working practices, pollution prevention and ballast operations. Also covered are tank cleaning operations, risk management, the ship/shore interface, emergency, security and custody transfer aspects relating to carriage of liquid chemicals in bulk.
Capt. Loo Eng Chuan, MISC Senior Manager, Operations, Chemical Business Unit, said, "Chem-eL is the first program that provides step-by-step guidance to learners from basic understanding to advanced stages of chemical tanker operations and it also covers commercial aspects of chemical business."
ABS, a provider of maritime classification services, launched Chem-eL, a specialized training package designed to support safety and competence in chemical tanker operations. Chem-eL is a sector-specific e-learning marine product developed in accordance with the requirements stated in the International Maritime Organization's International Convention on Standards of Training, Certification and Watchkeeping for Seafarers and the relevant IMO Model Course.
Developed by ABS in cooperation with Malaysian Maritime Academy (ALAM), a subsidiary of the MISC Bhd. (MISC), Chem-eL is designed to enable shipowners in this highly specialized sector to optimize their training programs for shipboard and shore-based staff.
"MISC identified a need for an e-learning program that could be used within the MISC and Group company fleet, as well as for students at its own training facilities. Drawing on technical knowledge from within ABS, we were able to develop a curriculum that could additionally serve the wider industry," said ABS Chief Learning Officer Mark McGrath.
The package was made available to MISC headquarters in October 2012 for use across the fleet and at its maritime training institution, ALAM, to enable eight months' shipboard and shore-based testing.
David Fredrick, Malaysian Maritime Academy Chief Executive Officer, noted that, "Ensuring the required level of safety in chemical tanker operations requires a very high standard of training to support crew competence. When MISC wanted to develop a training package for use at ALAM and across the company, we knew that ABS had the technical and education expertise to support our aims and deliver a package that fulfilled our needs."
Chem-eL supports safe and compliant shipboard operations by making the necessary training resources available in a highly flexible way. Accessible online, it requires no specialized software installation. Responsive customer support, user-friendly interface and high quality graphics all enhance the learning experience.
Course topics include an introduction to chemical tank practice, chemical and physical cargo properties, hazards and hazard control design, cargo containment and handling systems, safe working practices, pollution prevention and ballast operations. Also covered are tank cleaning operations, risk management, the ship/shore interface, emergency, security and custody transfer aspects relating to carriage of liquid chemicals in bulk.
Capt. Loo Eng Chuan, MISC Senior Manager, Operations, Chemical Business Unit, said, "Chem-eL is the first program that provides step-by-step guidance to learners from basic understanding to advanced stages of chemical tanker operations and it also covers commercial aspects of chemical business."
Tuesday, November 5, 2013
MARITIME NEWS
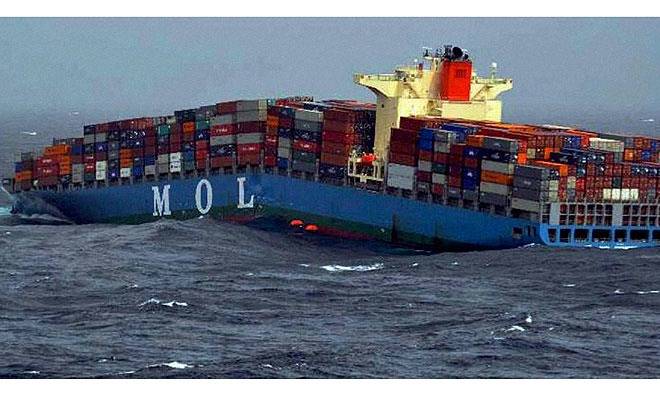
ClassNK Update on Loss of 'MOL Comfort'  Based on both the results of its own independent investigation as well as the deliberations of the third meeting of the Committee on Large Container Ship Safety held on 28 October 2013, the ClassNK Casualty Investigation Team has released preliminary findings and safety measures resulting from the investigation into the causes of the sinking of the container ship 'MOL Comfort' as follows: Preliminary Findings Based on the presence of water-ingress in the bottom of the vessel’s midship at the outset of the casualty, the fracture in the vessel’s hull is considered to have originated from the bottom part of the vessel. Hull strength and loads at the time of accident were assessed in order to investigate how the fracture occurred and progressed. Structural hull capacity was analyzed using non-linear finite element 3-hold modeling, and dynamic wave loads including whipping effects were also analyzed. Weather, sea state and cargo loading condition data from the vessel’s previous voyages are being investigated to estimate the loads acting on the vessel. In addition, structural inspections were conducted on the sister vessels of the MOL Comfort. During the inspections of the sister vessels, buckling type deformations measuring approximately 20mm in height were observed on the bottom shell plates in the vicinity of center line of midship area. However, it remains unclear at this stage as to whether this type of deformation could have served as a trigger for the casualty. Reinforcement work to increase the hull strength of the sister vessels is already being carried out as a preventative safety measure. With cooperation from shipowners, structural investigations are also being carried out to determine whether similar deformations have occurred in large container vessels with designs differing from those of the MOL Comfort. Numerical analyses of hull strength and applied loads continue to be conducted in order to develop a more detailed understanding of the casualty and establish countermeasures to prevent the occurrence of similar casualties in the future. Safety Measures Based on the preliminary findings noted above, the ClassNK Casualty Investigation Team has proposed the following safety measures be carried out on large container ships in order to prevent the occurrence of similar casualties. It is recommended that crew inspect the midship section to the extent possible in order to determine whether deformations have occurred on the bottom shell plates. At the request of shipowners, ClassNK will dispatch qualified surveyors to attend such inspections free of charge. If consecutive deformations in the transverse direction are observed on the bottom shell plates an occasional survey is recommended. ClassNK will dispatch qualified surveyors upon request. The ClassNK Casualty Investigation Team will continue to work closely with the Committee on Large Container Ship Safety as it continues to investigate the MOL Comfort casualty and compile its final report on the incident. |
{kind=link}
MARITIME NEWS
Retrofit Solutions for Exhaust Gas and Water Cleaning
Upcoming environmental regulations will affect existing vessels, and as a consequence there is a growing demand for exhaust gas cleaning and ballast water treatment systems.
Retrofitting both scrubbers and ballast water management systems is – or will soon be – required for many ships to comply with regulations. There are retrofit solutions available across all ship types, from cruise vessels to merchant and offshore ships. Space requirement is usually the most critical factor when planning and executing a retrofit project but Wärtsilä has found solutions to the challenge.
The execution of retrofit projects for both scrubbers and ballast water management systems requires similar types of planning and engineering. There are typically three things that are analysed when planning a retrofit of exhaust gas or a water cleaning system. First, the space requirements of the system are analysed, taking into consideration the available space in the vessel. Next, engineers study the impact of the additional systems in terms of their weight, ship stability in case of scrubber systems, structural modifications, and relocation of any existing equipment inside the ship. Finally, engineers assess how to further optimise the installation method, with the aim of minimising costs and downtime during installation.
“Retrofitting exhaust gas or ballast water cleaning systems is feasible for all ship types – but how it is done can vary depending on the ship type. Finding space for the system is the most common challenge. When it comes to scrubber installations, we, for example, sometimes need to make changes in the funnel shape or rethink the use of spaces in the vessel to create more room for cleaning systems. However, we have not come across any project in which retrofitting would not be possible. It is just a matter of identifying the best solution or compromise with the ship owner,” says Leonardo Sonzio, Director Retrofit, Wärtsilä Environmental Solutions.
According to Sonzio, the biggest cost factors in retrofits are the equipment, and the installation operations and material. Generally, the cost of the equipment varies depending on the type and size of the ship. The installation cost depends on the extent of modifications to the existing ship, and the time needed at the dry dock. As a rule of thumb, equipment and installation each represent forty percent of the total price for a turnkey retrofit; the remaining twenty percent is related to engineering, project management, site management, logistics and class approval costs.
“We have delivered or are in the process of delivering dozens of new build and retrofit projects for scrubbers. These include tankers, bulk carriers, container vessels, ro-ros, cruise vessels and ferries. More and more inquiries are coming in from ship owners. Also, we are expecting the demand for ballast water management systems to grow steadily, and we have experience with both new build and retrofit cases. Our approach to a successful retrofit project is true partnership and thorough engineering and planning before the contract is even signed. This enables us to manage risks in close cooperation with our customer,” Sonzio explains.
Wärtsilä ballast water management systems use a two stage approach involving mechanical filtration of organisms followed by a choice of either UV treatment or electro-chlorination. The Wärtsilä portfolio of scrubbers includes three configurations: seawater open loop scrubbers, closed loop scrubbers, and hybrid scrubbers. All three configurations include a wash water treatment plant to clean the effluents before discharge into the sea with no risk of harm to the environment.
Wärtsilä said it is the only company capable of providing both scrubber and ballast water systems combined with turnkey retrofit services. With its professional project organization, Wärtsilä is able to manage all kinds of retrofit projects worldwide. Wärtsilä’s global services network supports customers throughout the lifecycle of the ship.
The most evident approaching regulations for existing vessels are the IMO Marpol Annex VI focusing on sulphur oxide (SOx) emissions, and the IMO Global Ballast Water Convention.
Upcoming environmental regulations will affect existing vessels, and as a consequence there is a growing demand for exhaust gas cleaning and ballast water treatment systems.
Retrofitting both scrubbers and ballast water management systems is – or will soon be – required for many ships to comply with regulations. There are retrofit solutions available across all ship types, from cruise vessels to merchant and offshore ships. Space requirement is usually the most critical factor when planning and executing a retrofit project but Wärtsilä has found solutions to the challenge.
The execution of retrofit projects for both scrubbers and ballast water management systems requires similar types of planning and engineering. There are typically three things that are analysed when planning a retrofit of exhaust gas or a water cleaning system. First, the space requirements of the system are analysed, taking into consideration the available space in the vessel. Next, engineers study the impact of the additional systems in terms of their weight, ship stability in case of scrubber systems, structural modifications, and relocation of any existing equipment inside the ship. Finally, engineers assess how to further optimise the installation method, with the aim of minimising costs and downtime during installation.
“Retrofitting exhaust gas or ballast water cleaning systems is feasible for all ship types – but how it is done can vary depending on the ship type. Finding space for the system is the most common challenge. When it comes to scrubber installations, we, for example, sometimes need to make changes in the funnel shape or rethink the use of spaces in the vessel to create more room for cleaning systems. However, we have not come across any project in which retrofitting would not be possible. It is just a matter of identifying the best solution or compromise with the ship owner,” says Leonardo Sonzio, Director Retrofit, Wärtsilä Environmental Solutions.
According to Sonzio, the biggest cost factors in retrofits are the equipment, and the installation operations and material. Generally, the cost of the equipment varies depending on the type and size of the ship. The installation cost depends on the extent of modifications to the existing ship, and the time needed at the dry dock. As a rule of thumb, equipment and installation each represent forty percent of the total price for a turnkey retrofit; the remaining twenty percent is related to engineering, project management, site management, logistics and class approval costs.
“We have delivered or are in the process of delivering dozens of new build and retrofit projects for scrubbers. These include tankers, bulk carriers, container vessels, ro-ros, cruise vessels and ferries. More and more inquiries are coming in from ship owners. Also, we are expecting the demand for ballast water management systems to grow steadily, and we have experience with both new build and retrofit cases. Our approach to a successful retrofit project is true partnership and thorough engineering and planning before the contract is even signed. This enables us to manage risks in close cooperation with our customer,” Sonzio explains.
Wärtsilä ballast water management systems use a two stage approach involving mechanical filtration of organisms followed by a choice of either UV treatment or electro-chlorination. The Wärtsilä portfolio of scrubbers includes three configurations: seawater open loop scrubbers, closed loop scrubbers, and hybrid scrubbers. All three configurations include a wash water treatment plant to clean the effluents before discharge into the sea with no risk of harm to the environment.
Wärtsilä said it is the only company capable of providing both scrubber and ballast water systems combined with turnkey retrofit services. With its professional project organization, Wärtsilä is able to manage all kinds of retrofit projects worldwide. Wärtsilä’s global services network supports customers throughout the lifecycle of the ship.
The most evident approaching regulations for existing vessels are the IMO Marpol Annex VI focusing on sulphur oxide (SOx) emissions, and the IMO Global Ballast Water Convention.
Subscribe to:
Posts (Atom)